Recent
Recent
(Image credit: Nuburu)

(Photo credit: CoolLED)

Top Stories
Top Stories
(Image credit: OMNIVISION)

Recommended
Recommended
Read This Next
Read This Next
(Image credit: Scansonic MI)

(Image credit: Endeavor Business Media)

(Image credit: POSTECH)

Learning Resources
Learning Resources

Courtesy of Shanghai Optics Inc

Courtesy of Shanghai Optics Inc


Sponsored Content
Courtesy of Shanghai Optics Inc


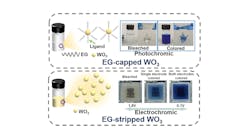
(Image credit: Haizeng Li/https://doi.org/10.1002/adfm.202400760)
(Image credit: Dehui Zhang)

(Image credit: Ryoichi Horisaki/The University of Tokyo)
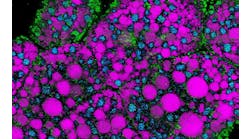
(Image credit: Lingyan Shi/UC San Diego Bioengineering)
(Image credit: Zhaoyang Li)
(Image credit: Stefano Bonetti)

(Image credit: Lam Research)

(Image credit: Coherent)

(Image credit: TeraXion)

(Image credit: Meltio)

Photo 315091204 © Justlight | Dreamstime.com

(Photo credit: Besim Mazhiqi, PHoQS, Paderborn University)

(Image credit: OMNIVISION)

(Image credit: SphereOptics)

(Image credit: Gentec-EO)

(Image credit: SVS-Vistek)

(Image credit: Harvard SEAS)
(Image credit: Optical Surfaces)

(Image credit: Innolume)

Photo 61112494 © Boaz Yunior Wibowo | Dreamstime.com

Photo 44583531 © Leung Cho Pan | Dreamstime.com

(Courtesy of Albrecht Stroh, University Medical Center Mainz and Leibniz Institute for Resilience Research)


(Image credit: Duke University)

(Image credit: Jiaye Chen)

(Photo credit: Quantum Corridor)

© Fraunhofer ILT, Aachen, Germany/Andreas Steindl

(Image credit: ALIO Industries)

(Image credit: TRUMPF Scientific Lasers)


Photo 112222851 © Oleg Dudko | Dreamstime.com

Photo 301002215 © Artitwpd | Dreamstime.com

Photo 29475566 © Jarek2313 | Dreamstime.com

Photo 131219064 © Photoking | Dreamstime.com

Photo 174814076 © Artur Szczybylo | Dreamstime.com

(Image credit: Endeavor Business Media)

(Image credit: PI)
(Photo credit: Lunghammer/NAWI Graz)

Featured Media
Featured Media




Leadership in Lasers and Photonics
Welcome to Laser Focus World's Leadership in Lasers and Photonics program.